Схема стыковки трактора с источником:
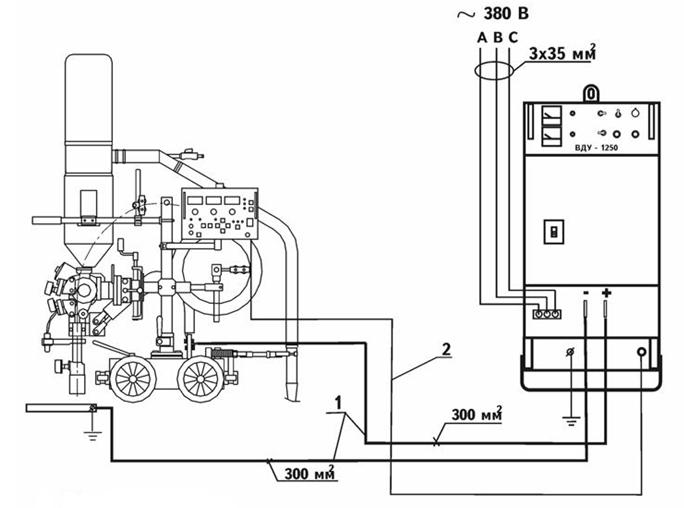 1. Силовые кабели. 1. Силовые кабели.
2. Кабель управления.
Технические характеристики:
|
Технические параметры |
Норма |
|
Hапряжение питающей сети при частоте 50 Гц, В |
3 х 380 |
|
Hапряжение холостого хода, В, не более |
55 прим. 1 |
|
Номинальный сварочный ток при ПВ=100%, А |
1000 |
|
Пределы регулирования сварочного тока, А |
200-1000 прим 1. |
|
Диаметр электродной проволоки, мм |
2,0-5,0 |
|
Пределы регулирования скорости подачи электродной проволоки, м/ч |
26-360 |
|
Пределы регулирования скорости сварки, см/мин. |
0-285 |
|
Пределы регулирования времени растяжки дуги, с |
0 -1,0 |
|
Угол вертикального поворота сварочной головки вдоль продольной оси автомата |
+ 45º
-30º |
|
Поворот сварочной головки перпендикулярно оси сварочного шва, мм, не менее |
± 45º |
|
Вертикальная регулировка сварочной головки, мм, не менее |
100 |
|
Угол горизонтального поворота сварочной головки относительно вертикальной оси автомата |
± 90º |
|
Межосевое расстояние колес, мм |
260 |
|
Колесная колея, мм |
320 |
|
Вместимость кассеты для проволоки, кг, не менее |
20 |
|
Емкость бункера для флюса, дм³ |
10 |
|
Hапряжение питания сварочного автомата при частоте 50 Гц, В |
42 |
|
Мощность, потребляемая сварочным автомата, ВА, не более |
400 |
|
Габаритные размеры, мм (длина х ширина х высота), не более |
720 x 500 х 650 |
|
Масса трактора, без проволоки и флюса, кг |
80 |
"Прим. 1" - Значения технических величин приведены при комплектовании автомата выпрямителем ВДУ-1250
Преимущества:
• Микропроцессорный блок управления
• Плавная регулировка скорости подачи электродной проволоки (сварочного тока)
• Плавная регулировка скорости перемещения тележки (скорости сварки)
• Стабилизация скорости сварки и скорости подачи проволоки
• Цифровая индикация величины сварочного тока и напряжения, скорости сварки, времени заварки кратера и времени растяжки дуги
• Возможность установки и запоминания времени заварки кратера и времени растяжки дуги
• Предварительная установка сварочного режима
• Дистанционное включение и плавное регулирование сварочного напряжения источника
• Регулировки положения сварочной головки в различных пространственных положениях (см. таблицу технических характеристик)
• Сменные ведущие ролики и вкладыши в токопроводе
• Возможность сцепления и расцепления колес с приводом с помощью муфты
• Наличие регулируемого копира для сварки тавровых швов и швов с разделкой кромок
• Наличие режимов "Аварийная остановка" и "Быстрая остановка сварки"
• Наличие пульта дистанционного управления
• Наличие лазерного указателя для контроля движения по шву
• По требованию заказчика,
возможна дополнительная укомплектовка трактора автоматическим
устройством сбора флюса и фонарем освещения рабочего места
Рекомендуемый источник питания - выпрямитель ВДУ-1250.
Блок управления БУ-20
Блок управления предназначен
для задания регулируемых режимов цикла сварки, индикации режимов сварки и
управления работой автомата в процессе сварки. Расположение органов
управления и органов индикации на лицевой панели блока управления
приведены на рисунке: 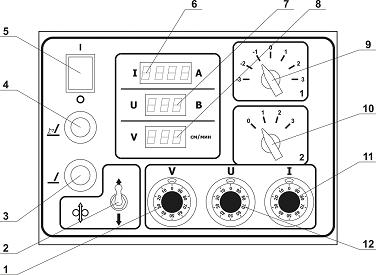
1 – Резистор регулировки скорости движения тележки (скорости сварки).
2 – Тумблер перемещения сварочной проволоки вверх/вниз в режиме «Наладка».
3 – Кнопка «Стоп». При нажатии обеспечивает прекращение сварки. Кнопка «Стоп» активна только в режиме «Работа».
4 – Кнопка «Пуск». При нажатии обеспечивает инициализацию цикла сварки. Кнопка «Пуск» активна только в режиме «Работа».
5 – Выключатель напряжения питания автомата.
6 – Индикатор сварочного тока.
7 – Индикатор сварочного напряжения.
8 – Индикатор скорости сварки (единица измерения – см/мин.).
9 – Переключатель режимов
сварки («-2» - сварка вправо, поджиг в движении; «-1» - сварка вправо,
поджиг с места; «0» - сварка на месте»; «1» - сварка влево, поджиг с
места; «2» - сварка вправо, поджиг в движении) и настроечных перемещений
тележки («-3» - перемещение вправо и «3» - перемещение влево).
10 – Переключатель режимов
сварки («1» - стабилизация по напряжению; «2» - стабилизация по току) и
режимов «Наладка/предустановка» («0» - режим «Наладка» для настроечных
перемещений тележки и сварочной проволоки; «3» - режим «Предварительная
установка» для предустановок сварочного режима – тока, напряжения и
скорости сварки).
11 – Резистор регулировки скорости подачи проволоки (ток сварки).
12 – Резистор регулировки сварочного напряжения выпрямителя.
Блок управления состоит из:
- блока управления приводом тележки;
- блока управления приводом сварочной головки;
- блока управления сварочным циклом;
- блока измерения и сварочного тока, напряжения и скорости сварки;
- блока индикации сварочного тока, напряжения и скорости сварки. |